Product Description
Packaging & Delivery
Package Size
24cm * 25cm * 30cm
Package Gross Weight
20kg
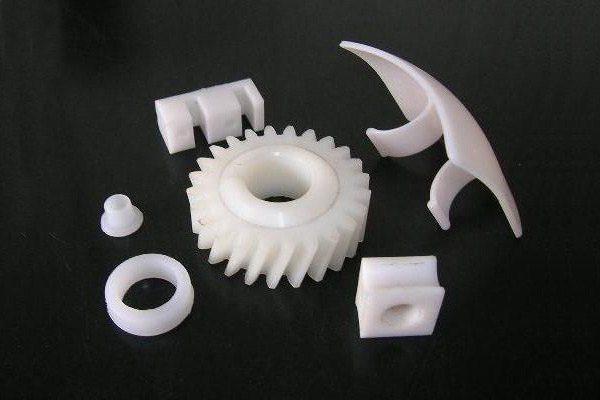
| Product name | Rotary Dampers | |
| Shell Material | Cold Steel (Galvanized with Anti-Rust Treatment) | |
| Weight | 50g 52g 54g 56g 58g 60g ,75g,93g,108g | |
| Weight | 70g | |
| Structure | Double Cylinder | |
| Diameter of hinge cup | 35 mm | |
| Connection Hole Size | Hole | |
| Torque | 0.5nm~5.0nm | |
| Life Cycle | 60,000 Times | |
| Package Type | 100 Pieces Per |
Detailed Photos
Q1:What’s the minimum order quantity for the first purchasing?
A1:Normally 1000sets/size is OK.
Q2:How can we get to know the quality before placing an order?
A2:Samples can be provided for quality testing.
Q3:How can we get samples from you?
A3:Free samples can be provided,you just to need take care of the freight by below three ways.
Offering us the courier account
Arranging pick-up service
Paying the freight to us by bank transfer.
Q4:What’s loading capacity for 20ft container?
A4:Max loading capacity is 22tons,exact loading capacity depends on the slide model you choose and the country you come from.For further information,please contact us.
Q5:How long is the delivery time?
A5: 25-35 days after received the deposit.If you have special requirement on delivery time,please let us know.
Q6:What’s the payment terms?
A6:Normally it is ” 30% deposit by T/T, and 70% Balance pay before shipment or against the BL copy”, it depends. Or we can discuss with each other basing on your requirements.
Q7:What should we do if quality defects occurred after received the goods?
A7:Please kindly send us photos with detailed descriptions by email, we will solve it for you immediately,refund or exchange will be arranged once been verified.
Q8:Is it possible to load mix-products in one container?
A8:Yes,it’s available and we can arrange all these for you. /* January 22, 2571 19:08:37 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Part: | Dampers |
|---|---|
| Position: | Rear |
| Type: | Hydraulic |
| Samples: |
US$ 3.24/Piece
1 Piece(Min.Order) | Order Sample |
|---|
| Customization: |
Available
|
|
|---|
.shipping-cost-tm .tm-status-off{background: none;padding:0;color: #1470cc}
|
Shipping Cost:
Estimated freight per unit. |
about shipping cost and estimated delivery time. |
|---|
| Payment Method: |
|
|---|---|
|
Initial Payment Full Payment |
| Currency: | US$ |
|---|
| Return&refunds: | You can apply for a refund up to 30 days after receipt of the products. |
|---|

Can you explain the role of temperature and pressure in injection molding quality control?
Temperature and pressure are two critical parameters in injection molding that significantly impact the quality control of the process. Let’s explore their roles in more detail:
Temperature:
The temperature in injection molding plays several important roles in ensuring quality control:
1. Material Flow and Fill:
The temperature of the molten plastic material affects its viscosity, or flowability. Higher temperatures reduce the material’s viscosity, allowing it to flow more easily into the mold cavities during the injection phase. Proper temperature control ensures optimal material flow and fill, preventing issues such as short shots, flow marks, or incomplete part filling. Temperature control also helps ensure consistent material properties and dimensional accuracy in the final parts.
2. Melting and Homogenization:
The temperature must be carefully controlled during the melting process to ensure complete melting and homogenization of the plastic material. Insufficient melting can result in unmelted particles or inconsistent material properties, leading to defects in the molded parts. Proper temperature control during the melting phase ensures uniform melting and mixing of additives, enhancing material homogeneity and the overall quality of the molded parts.
3. Cooling and Solidification:
After the molten plastic is injected into the mold, temperature control is crucial during the cooling and solidification phase. Proper cooling rates and uniform cooling help prevent issues such as warping, shrinkage, or part distortion. Controlling the temperature allows for consistent solidification throughout the part, ensuring dimensional stability and minimizing internal stresses. Temperature control also affects the part’s crystallinity and microstructure, which can impact its mechanical properties.
Pressure:
Pressure control is equally important in achieving quality control in injection molding:
1. Material Packing:
During the packing phase of injection molding, pressure is applied to the molten plastic material to compensate for shrinkage as it cools and solidifies. Proper pressure control ensures that the material is adequately packed into the mold cavities, minimizing voids, sinks, or part deformation. Insufficient packing pressure can lead to incomplete filling and poor part quality, while excessive pressure can cause excessive stress, part distortion, or flash.
2. Gate and Flow Control:
The pressure in injection molding influences the flow behavior of the material through the mold. The pressure at the gate, where the molten plastic enters the mold cavity, needs to be carefully controlled. The gate pressure affects the material’s flow rate, filling pattern, and packing efficiency. Optimal gate pressure ensures uniform flow and fill, preventing issues like flow lines, weld lines, or air traps that can compromise part quality.
3. Ejection and Part Release:
Pressure control is essential during the ejection phase to facilitate the easy removal of the molded part from the mold. Adequate ejection pressure helps overcome any adhesion or friction between the part and the mold surfaces, ensuring smooth and damage-free part release. Improper ejection pressure can result in part sticking, part deformation, or mold damage.
4. Process Monitoring and Feedback:
Monitoring and controlling the temperature and pressure parameters in real-time are crucial for quality control. Advanced injection molding machines are equipped with sensors and control systems that continuously monitor temperature and pressure. These systems provide feedback and allow for adjustments during the process to maintain optimum conditions and ensure consistent part quality.
Overall, temperature and pressure control in injection molding are vital for achieving quality control. Proper temperature control ensures optimal material flow, melting, homogenization, cooling, and solidification, while pressure control ensures proper material packing, gate and flow control, ejection, and part release. Monitoring and controlling these parameters throughout the injection molding process contribute to the production of high-quality parts with consistent dimensions, mechanical properties, and surface finish.
Are there specific considerations for choosing injection molded parts in applications with varying environmental conditions or industry standards?
Yes, there are specific considerations to keep in mind when choosing injection molded parts for applications with varying environmental conditions or industry standards. These factors play a crucial role in ensuring that the selected parts can withstand the specific operating conditions and meet the required standards. Here’s a detailed explanation of the considerations for choosing injection molded parts in such applications:
1. Material Selection:
The choice of material for injection molded parts is crucial when considering varying environmental conditions or industry standards. Different materials offer varying levels of resistance to factors such as temperature extremes, UV exposure, chemicals, moisture, or mechanical stress. Understanding the specific environmental conditions and industry requirements is essential in selecting a material that can withstand these conditions while meeting the necessary standards for performance, durability, and safety.
2. Temperature Resistance:
In applications with extreme temperature variations, it is important to choose injection molded parts that can withstand the specific temperature range. Some materials, such as engineering thermoplastics, exhibit excellent high-temperature resistance, while others may be more suitable for low-temperature environments. Consideration should also be given to the potential for thermal expansion or contraction, as it can affect the dimensional stability and overall performance of the parts.
3. Chemical Resistance:
In industries where exposure to chemicals is common, it is critical to select injection molded parts that can resist chemical attack and degradation. Different materials have varying levels of chemical resistance, and it is important to choose a material that is compatible with the specific chemicals present in the application environment. Consideration should also be given to factors such as prolonged exposure, concentration, and frequency of contact with chemicals.
4. UV Stability:
For applications exposed to outdoor environments or intense UV radiation, selecting injection molded parts with UV stability is essential. UV radiation can cause material degradation, discoloration, or loss of mechanical properties over time. Materials with UV stabilizers or additives can provide enhanced resistance to UV radiation, ensuring the longevity and performance of the parts in outdoor or UV-exposed applications.
5. Mechanical Strength and Impact Resistance:
In applications where mechanical stress or impact resistance is critical, choosing injection molded parts with the appropriate mechanical properties is important. Materials with high tensile strength, impact resistance, or toughness can ensure that the parts can withstand the required loads, vibrations, or impacts without failure. Consideration should also be given to factors such as fatigue resistance, abrasion resistance, or flexibility, depending on the specific application requirements.
6. Compliance with Industry Standards:
When selecting injection molded parts for applications governed by industry standards or regulations, it is essential to ensure that the chosen parts comply with the required standards. This includes standards for dimensions, tolerances, safety, flammability, electrical properties, or specific performance criteria. Choosing parts that are certified or tested to meet the relevant industry standards helps ensure compliance and reliability in the intended application.
7. Environmental Considerations:
In today’s environmentally conscious landscape, considering the sustainability and environmental impact of injection molded parts is increasingly important. Choosing materials that are recyclable or biodegradable can align with sustainability goals. Additionally, evaluating factors such as energy consumption during manufacturing, waste reduction, or the use of environmentally friendly manufacturing processes can contribute to environmentally responsible choices.
8. Customization and Design Flexibility:
Lastly, the design flexibility and customization options offered by injection molded parts can be advantageous in meeting specific environmental or industry requirements. Injection molding allows for intricate designs, complex geometries, and the incorporation of features such as gaskets, seals, or mounting points. Customization options for color, texture, or surface finish can also be considered to meet specific branding or aesthetic requirements.
Considering these specific considerations when choosing injection molded parts for applications with varying environmental conditions or industry standards ensures that the selected parts are well-suited for their intended use, providing optimal performance, durability, and compliance with the required standards.
Can you explain the advantages of using injection molding for producing parts?
Injection molding offers several advantages as a manufacturing process for producing parts. It is a widely used technique for creating plastic components with high precision, efficiency, and scalability. Here’s a detailed explanation of the advantages of using injection molding:
1. High Precision and Complexity:
Injection molding allows for the production of parts with high precision and intricate details. The molds used in injection molding are capable of creating complex shapes, fine features, and precise dimensions. This level of precision enables the manufacturing of parts with tight tolerances, ensuring consistent quality and fit.
2. Cost-Effective Mass Production:
Injection molding is a highly efficient process suitable for large-scale production. Once the initial setup, including mold design and fabrication, is completed, the manufacturing process can be automated. Injection molding machines can produce parts rapidly and continuously, resulting in fast and cost-effective production of identical parts. The ability to produce parts in high volumes helps reduce per-unit costs, making injection molding economically advantageous for mass production.
3. Material Versatility:
Injection molding supports a wide range of thermoplastic materials, providing versatility in material selection based on the desired properties of the final part. Various types of plastics can be used in injection molding, including commodity plastics, engineering plastics, and high-performance plastics. Different materials can be chosen to achieve specific characteristics such as strength, flexibility, heat resistance, chemical resistance, or transparency.
4. Strength and Durability:
Injection molded parts can exhibit excellent strength and durability. During the injection molding process, the molten material is uniformly distributed within the mold, resulting in consistent mechanical properties throughout the part. This uniformity enhances the structural integrity of the part, making it suitable for applications that require strength and longevity.
5. Minimal Post-Processing:
Injection molded parts often require minimal post-processing. The high precision and quality achieved during the molding process reduce the need for extensive additional machining or finishing operations. The parts typically come out of the mold with the desired shape, surface finish, and dimensional accuracy, reducing time and costs associated with post-processing activities.
6. Design Flexibility:
Injection molding offers significant design flexibility. The process can accommodate complex geometries, intricate details, undercuts, thin walls, and other design features that may be challenging or costly with other manufacturing methods. Designers have the freedom to create parts with unique shapes and functional requirements. Injection molding also allows for the integration of multiple components or features into a single part, reducing assembly requirements and potential points of failure.
7. Rapid Prototyping:
Injection molding is also used for rapid prototyping. By quickly producing functional prototypes using the same process and materials as the final production parts, designers and engineers can evaluate the part’s form, fit, and function early in the development cycle. Rapid prototyping with injection molding enables faster iterations, reduces development time, and helps identify and address design issues before committing to full-scale production.
8. Environmental Considerations:
Injection molding can have environmental advantages compared to other manufacturing processes. The process generates minimal waste as the excess material can be recycled and reused. Injection molded parts also tend to be lightweight, which can contribute to energy savings during transportation and reduce the overall environmental impact.
In summary, injection molding offers several advantages for producing parts. It provides high precision and complexity, cost-effective mass production, material versatility, strength and durability, minimal post-processing requirements, design flexibility, rapid prototyping capabilities, and environmental considerations. These advantages make injection molding a highly desirable manufacturing process for a wide range of industries, enabling the production of high-quality plastic parts efficiently and economically.


editor by Dream 2024-05-07
China Professional 8000kg Hydraulic Crawler Cranes Mobile Factory Telescopic Boom 8 Ton Spider Crane
Product Description
Product Description
NUS 3.0A miniature crawler crane, powered by Yangma diesel engine, is A fully proportional intelligent spider crane with remote control. The power and hydraulic system are all made of original parts from Japan, making the power output efficient. CHINAMFG proportional valve is adopted in the system, can according to actual needs, to realize the stepless speed regulating, leg have a key leveling function, eliminating the tedious leg leveling operation, work more efficient, hanging arm, leg and walking to realize self-locking interlock, and install a torque control, makes the equipment operation more secure, especially equipped with step pioneering double speed winding, fast speed, high efficiency.
Detailed Photos
Adopt double speed winch; Single rate, hook with double speed, speed is 24m/min and 48m/min, winch drum capacity hit 100 meters, especially suitable for high-rise buildings of the object transport.
The lifting arm adopts double oil cylinder, unique design of 5 pieces arm, long extension, short contraction. Under the same lifting weight, the crane volume is smaller (the length of spider crane is 2.9 meters), and it can take the elevator with a load of 3 tons to go upstairs, and it can make the boom to a certain extent of load expansion.
Sensor of outrigger on the ground Each leg is equipped with grounding sensor, when the leg off the ground danger, the machine alarm, stop working.Ensure that the machine will not overturn. The crane arm is equipped with moment limiter, each length shows the corresponding limit of load, to ensure that the crane works under the safe lifting weight, and with the moment limiter together to form a double insurance, It can prevent the rollover accident and prevent overload and damage to the boom.
Interlock system After the lifting arm is reset, the supporting leg and travel can be operated to protect the safety of the crane.
380V electric power and gasoline engine (diesel engine) dual power. In places where the engine cannot be used, it can be dragged by wire for operation (especially in areas where gasoline and diesel are strictly controlled), and it can also be equipped with battery pure electric spider crane.
The outrigger is fixed from multiple angles, and the outrigger can be adjusted and fixed according to the construction environment in the face of different narrow working environment. Legs can be operated independently according to the surrounding environment, or 4 legs can be controlled by remote control at the same time to achieve one-button leveling. Beginners can also operate legs easily, so that the car body is always in a level state.
Product Parameters
| Model | NU3.0 | |
| Specification | 2.95t*1.3m | |
| Maximum working radius | 8.3m*0.14t | |
| Maximum ground lifting height | 9.2m | |
| Maximum underground lifting height | – | |
| Winch device | Hook speed | 6.5m/min(4) |
| Rope type | Φ8mm×45mm | |
| Telescopic system | Boom type | Full automatic 5 section |
| Boom length | 2.65m-8.92m | |
| Telescopic length/time | 6.36m/26sec | |
| Up and downs | Boom angle/time | 0°-75°/14 sec |
| SlKB System | SlKB angle/time | 360°continuous/40sec |
| Outrigger System | Outrigger active form | Automatic for the 1 section,manual adjustment for 2,3 section. |
| Maximum extended dimensions | 3900mm*3750mm | |
| Traction System | Working way | Hydraulic motor driven,stepless speed change |
| Working speed | 0-2.9Km/h | |
| Ground length×width×2 | 1571mm*200mm*2 | |
| Grade ability | 20° | |
| Ground pressure | 51Kpa | |
| Safety Devices | Air level,Moment limiter(Height limiter),Alarm Device,Emergency Stop Button | |
| System voltage | DC12V | |
| Diesel engine (optional) | Type | 2TNV70-PYU |
| Displacement | 570ml | |
| Maximum output | 7.5kw | |
| Starting method | Electric staring | |
| Fuel tank capacity | 11L | |
| Operation temperature | -5°C-40°C | |
| Battery capacity | 12v45Ah | |
| Petrol engine | Model | Kohler |
| Displacement | 389.2ml | |
| Maximum output | 6.6kw | |
| Starting method | Recoil start/electric starting | |
| Fuel tank capacity | 6L | |
| Operation temperature | -5°C-40°C | |
| Battery capacity | 12v 36Ah | |
| Electric motor | Power suppler voltage | AC 380V |
| Power | 4KW | |
| Remote Control | Type | BOX1.1(optional) |
| Operation range | 100m | |
| Water -proof standard | IP67 | |
| Dimension | Length *width *length | 2900mm*800mm*1450mm |
| Weight | Vehicle weight | 2050kg |
| Package size | 3200mm*1200mm*1900mm | |
Packaging & Shipping
Product advantange
The plane is full remote control models of 3 tons crawler crane, the function is all ready fuselage compact, hydraulic walking, safety design can prevent wrong operation, to adapt to the rugged outdoors, u-shaped telescopic boom, a weight display, leg sensor protection, high strength, and by using the 3 tons of the company the first winding double speed, high speed, efficient fast, cost-effective.
/* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| After-sales Service: | Give The Solution Within 6 Hours |
|---|---|
| Max. Lifting Height: | 9.2m |
| Rated Loading Capacity: | 3ton |
| Certification: | ISO9001, CE |
| Condition: | New |
| Warranty: | 1 Year |
| Customization: |
Available
|
|
|---|
What are the typical tolerances and quality standards for injection molded parts?
When it comes to injection molded parts, the tolerances and quality standards can vary depending on several factors, including the specific application, industry requirements, and the capabilities of the injection molding process. Here are some general considerations regarding tolerances and quality standards:
Tolerances:
The tolerances for injection molded parts typically refer to the allowable deviation from the intended design dimensions. These tolerances are influenced by various factors, including the part geometry, material properties, mold design, and process capabilities. It’s important to note that achieving tighter tolerances often requires more precise tooling, tighter process control, and additional post-processing steps. Here are some common types of tolerances found in injection molding:
1. Dimensional Tolerances:
Dimensional tolerances define the acceptable range of variation for linear dimensions, such as length, width, height, and diameter. The specific tolerances depend on the part’s critical dimensions and functional requirements. Typical dimensional tolerances for injection molded parts can range from +/- 0.05 mm to +/- 0.5 mm or even tighter, depending on the complexity of the part and the process capabilities.
2. Geometric Tolerances:
Geometric tolerances specify the allowable variation in shape, form, and orientation of features on the part. These tolerances are often expressed using symbols and control the relationships between various geometric elements. Common geometric tolerances include flatness, straightness, circularity, concentricity, perpendicularity, and angularity. The specific geometric tolerances depend on the part’s design requirements and the manufacturing capabilities.
3. Surface Finish Tolerances:
Surface finish tolerances define the acceptable variation in the texture, roughness, and appearance of the part’s surfaces. The surface finish requirements are typically specified using roughness parameters, such as Ra (arithmetical average roughness) or Rz (maximum height of the roughness profile). The specific surface finish tolerances depend on the part’s aesthetic requirements, functional needs, and the material being used.
Quality Standards:
In addition to tolerances, injection molded parts are subject to various quality standards that ensure their performance, reliability, and consistency. These standards may be industry-specific or based on international standards organizations. Here are some commonly referenced quality standards for injection molded parts:
1. ISO 9001:
The ISO 9001 standard is a widely recognized quality management system that establishes criteria for the overall quality control and management of an organization. Injection molding companies often seek ISO 9001 certification to demonstrate their commitment to quality and adherence to standardized processes for design, production, and customer satisfaction.
2. ISO 13485:
ISO 13485 is a specific quality management system standard for medical devices. Injection molded parts used in the medical industry must adhere to this standard to ensure they meet the stringent quality requirements for safety, efficacy, and regulatory compliance.
3. Automotive Industry Standards:
The automotive industry has its own set of quality standards, such as ISO/TS 16949 (now IATF 16949), which focuses on the quality management system for automotive suppliers. These standards encompass requirements for product design, development, production, installation, and servicing, ensuring the quality and reliability of injection molded parts used in automobiles.
4. Industry-Specific Standards:
Various industries may have specific quality standards or guidelines that pertain to injection molded parts. For example, the aerospace industry may reference standards like AS9100, while the electronics industry may adhere to standards such as IPC-A-610 for acceptability of electronic assemblies.
It’s important to note that the specific tolerances and quality standards for injection molded parts can vary significantly depending on the application and industry requirements. Design engineers and manufacturers work together to define the appropriate tolerances and quality standards based on the functional requirements, cost considerations, and the capabilities of the injection molding process.

How do innovations and advancements in injection molding technology influence part design and production?
Innovations and advancements in injection molding technology have a significant influence on part design and production. These advancements introduce new capabilities, enhance process efficiency, improve part quality, and expand the range of applications for injection molded parts. Here’s a detailed explanation of how innovations and advancements in injection molding technology influence part design and production:
Design Freedom:
Advancements in injection molding technology have expanded the design freedom for part designers. With the introduction of advanced software tools, such as computer-aided design (CAD) and simulation software, designers can create complex geometries, intricate features, and highly optimized designs. The use of 3D modeling and simulation allows for the identification and resolution of potential design issues before manufacturing. This design freedom enables the production of innovative and highly functional parts that were previously challenging or impossible to manufacture using conventional techniques.
Improved Precision and Accuracy:
Innovations in injection molding technology have led to improved precision and accuracy in part production. High-precision molds, advanced control systems, and closed-loop feedback mechanisms ensure precise control over the molding process variables, such as temperature, pressure, and cooling. This level of control results in parts with tight tolerances, consistent dimensions, and improved surface finishes. Enhanced precision and accuracy enable the production of parts that meet strict quality requirements, fit seamlessly with other components, and perform reliably in their intended applications.
Material Advancements:
The development of new materials and material combinations specifically formulated for injection molding has expanded the range of properties available to part designers. Innovations in materials include high-performance engineering thermoplastics, bio-based polymers, reinforced composites, and specialty materials with unique properties. These advancements allow for the production of parts with enhanced mechanical strength, improved chemical resistance, superior heat resistance, and customized performance characteristics. Material advancements in injection molding technology enable the creation of parts that can withstand demanding operating conditions and meet the specific requirements of various industries.
Process Efficiency:
Innovations in injection molding technology have introduced process optimizations that improve efficiency and productivity. Advanced automation, robotics, and real-time monitoring systems enable faster cycle times, reduced scrap rates, and increased production throughput. Additionally, innovations like multi-cavity molds, hot-runner systems, and micro-injection molding techniques improve material utilization and reduce production costs. Increased process efficiency allows for the economical production of high-quality parts in larger quantities, meeting the demands of industries that require high-volume production.
Overmolding and Multi-Material Molding:
Advancements in injection molding technology have enabled the integration of multiple materials or components into a single part through overmolding or multi-material molding processes. Overmolding allows for the encapsulation of inserts, such as metal components or electronics, with a thermoplastic material in a single molding cycle. This enables the creation of parts with improved functionality, enhanced aesthetics, and simplified assembly. Multi-material molding techniques, such as co-injection molding or sequential injection molding, enable the production of parts with multiple colors, varying material properties, or complex material combinations. These capabilities expand the design possibilities and allow for the creation of innovative parts with unique features and performance characteristics.
Additive Manufacturing Integration:
The integration of additive manufacturing, commonly known as 3D printing, with injection molding technology has opened up new possibilities for part design and production. Additive manufacturing can be used to create complex mold geometries, conformal cooling channels, or custom inserts, which enhance part quality, reduce cycle times, and improve part performance. By combining additive manufacturing and injection molding, designers can explore new design concepts, produce rapid prototypes, and efficiently manufacture customized or low-volume production runs.
Sustainability and Eco-Friendly Solutions:
Advancements in injection molding technology have also focused on sustainability and eco-friendly solutions. This includes the development of biodegradable and compostable materials, recycling technologies for post-consumer and post-industrial waste, and energy-efficient molding processes. These advancements enable the production of environmentally friendly parts that contribute to reducing the carbon footprint and meeting sustainability goals.
Overall, innovations and advancements in injection molding technology have revolutionized part design and production. They have expanded design possibilities, improved precision and accuracy, introduced new materials, enhanced process efficiency, enabled overmolding and multi-material molding, integrated additive manufacturing, and promoted sustainability. These advancements empower part designers and manufacturers to create highly functional, complex, and customized parts that meet the demands of various industries and contribute to overall process efficiency and sustainability.
Are there different types of injection molded parts, such as automotive components or medical devices?
Yes, there are various types of injection molded parts that are specifically designed for different industries and applications. Injection molding is a versatile manufacturing process capable of producing complex and precise parts with high efficiency and repeatability. Here are some examples of different types of injection molded parts:
1. Automotive Components:
Injection molding plays a critical role in the automotive industry, where it is used to manufacture a wide range of components. Some common injection molded automotive parts include:
- Interior components: Dashboard panels, door handles, trim pieces, instrument clusters, and center consoles.
- Exterior components: Bumpers, grilles, body panels, mirror housings, and wheel covers.
- Under-the-hood components: Engine covers, air intake manifolds, cooling system parts, and battery housings.
- Electrical components: Connectors, switches, sensor housings, and wiring harnesses.
- Seating components: Seat frames, headrests, armrests, and seatbelt components.
2. Medical Devices:
The medical industry relies on injection molding for the production of a wide range of medical devices and components. These parts often require high precision, biocompatibility, and sterilizability. Examples of injection molded medical devices include:
- Syringes and injection pens
- Implantable devices: Catheters, pacemaker components, orthopedic implants, and surgical instruments.
- Diagnostic equipment: Test tubes, specimen containers, and laboratory consumables.
- Disposable medical products: IV components, respiratory masks, blood collection tubes, and wound care products.
3. Consumer Products:
Injection molding is widely used in the production of consumer products due to its ability to mass-produce parts with high efficiency. Examples of injection molded consumer products include:
- Household appliances: Television and audio equipment components, refrigerator parts, and vacuum cleaner components.
- Electronics: Mobile phone cases, computer keyboard and mouse, camera components, and power adapters.
- Toys and games: Action figures, building blocks, puzzles, and board game components.
- Personal care products: Toothbrushes, razor handles, cosmetic containers, and hairdryer components.
- Home improvement products: Light switch covers, door handles, power tool housings, and storage containers.
4. Packaging:
Injection molding is widely used in the packaging industry to produce a wide variety of plastic containers, caps, closures, and packaging components. Some examples include:
- Bottles and containers for food, beverages, personal care products, and household chemicals.
- Caps and closures for bottles and jars.
- Thin-walled packaging for food products such as trays, cups, and lids.
- Blister packs and clamshell packaging for retail products.
- Packaging inserts and protective foam components.
5. Electronics and Electrical Components:
Injection molding is widely used in the electronics industry for the production of various components and enclosures. Examples include:
- Connectors and housings for electrical and electronic devices.
- Switches, buttons, and control panels.
- PCB (Printed Circuit Board) components and enclosures.
- LED (Light-Emitting Diode) components and light fixtures.
- Power adapters and chargers.
These are just a few examples of the different types of injection molded parts. The versatility of injection molding allows for the production of parts in various industries, ranging from automotive and medical to consumer products, packaging, electronics, and more. The specific design requirements and performance characteristics of each part determine the choice of materials, tooling, and manufacturing processes for injection molding.
editor by CX 2024-01-30
China Good quality CHINAMFG 51d110 51d160 51d080 Hydraulic Motor
Product Description
Sauer 51D110 51D160 51D080 Hydraulic Motor
General Description
Series 51 Variable Displacement Motors are bent axis
design units, incorporating spherical pistons.
These motors are designed primarily to be combined
with other products in closed circuit systems to transfer
and control hydraulic power.
Series 51 Motors have a large maximum / minimum
displacement ratio (5 to 1) and high output speed capabilities. SAE flange and cartridge motor configurations
are available.
A complete family of controls and regulators is available to
fulfill the requirements of a wide range of applications.
Motors equipped with controls normally start at maxi-
Front page: Option – hydraulic two-position control
All trademarks in this material are properties of their respective owners.
mum displacement. This provides maximum starting
torque (high acceleration).
The controls may utilize externally or internally supplied
servo pressure. They may be overridden by a pressure
compensator which functions when the motor is op-
erating in motor and pump modes. A defeat option is
available to disable the pressure compensator override
when the motor is running in pump mode.
The pressure compensator option features a low pres-
sure rise (short ramp) to provide optimalpower utiliza-
tion throughout the entire displacement range of the
motor. The pressure compensator is also available as astand-alone regulator.
Table of values (theoretical values, without efficiency and tolerances; values rounded)
| Specific Data | Model of CHINAMFG 51 motor | |||||
| Dimension | 51V060 | 51V80 | 51V110 | 51V160 | 51V250 | |
| 51D060 | 51D80 | 51D110 | 51D160 | 51D250 | ||
| 51C060 | 51C80 | 51C110 | 51C160 | 51C250 | ||
| Displacement maximum Vgmax cm3 | 60 | 80.7 | 109.9 | 160.9 | 250 | |
| [in3] | [3.66] | [4.92] | [6.71] | [9.82] | [15.26] | |
| Displacement minimum Vgmin cm3 | 12 | 16.1 | 22 | 32.2 | 50 | |
| [in3] | [0.73] | [0.98] | [1.34] | [1.96] | [3.05] | |
| Rated flow Q l/min | 216 | 250 | 308 | 402 | 550 | |
| [US gal/min] | [57] | [66] | [81] | [106] | [145] | |
| l/min | 264 | 323 | 396 | 515 | 675 | |
| Maximum flow Qmax [US gal/min] | [70] | [85] | [105] | [136] | [178] | |
| Mass moment kgm2 | 0.0046 | 0.0071 | 0.0128 | 0.5714 | 0.048 | |
| J [lb•ft2] | [0.1092] | [0.1685] | [0.3037] | [0.5553] | [1.1580] | |
| Maximum corner power P corner kW | 336 | 403 | 492 | 644 | 850 | |
| max. [hp] | [450] | [540] | [660] | [864] | [1140] | |
| Weight (approx.) m kg | 28 | 32 | 44 | 56 | 86 | |
| [lb] | [62] | [71] | [97] | [123] | [190] | |
| Type of mounting | Four (4) bolt flange, SAE or DIN-flange configuration. Two (2) bolt flange cartridge motor configuration. | |||||
| Pipe connections | Main pressure ports: SAE-flange. Remaining ports: SAE straight thread O-ring boss. | |||||
| Controls | N1, HZ, E1, E2, E7, F1, F2, T1, T2, TA, TH, EP, EQ, L1, L2, L7, D7, D8, HS | |||||
| Displacement limiter | All Series 51 motors incorporate mechanical minimum and maximum displacement limiters. | |||||
| Shaft configuration | Splined ANSI or DIN shaft. | |||||
| Displacement | 110 |
| weight | 44KG |
/* March 10, 2571 17:59:20 */!function(){function s(e,r){var a,o={};try{e&&e.split(“,”).forEach(function(e,t){e&&(a=e.match(/(.*?):(.*)$/))&&1
| Certification: | GS, CE, ISO9001 |
|---|---|
| Excitation Mode: | Excited |
| Power Rating: | 4000W |
| Casing Protection: | Open Type |
| Number of Poles: | 4 |
| Speed: | High Speed |
| Customization: |
Available
|
|
|---|
What are the typical tolerances and quality standards for injection molded parts?
When it comes to injection molded parts, the tolerances and quality standards can vary depending on several factors, including the specific application, industry requirements, and the capabilities of the injection molding process. Here are some general considerations regarding tolerances and quality standards:
Tolerances:
The tolerances for injection molded parts typically refer to the allowable deviation from the intended design dimensions. These tolerances are influenced by various factors, including the part geometry, material properties, mold design, and process capabilities. It’s important to note that achieving tighter tolerances often requires more precise tooling, tighter process control, and additional post-processing steps. Here are some common types of tolerances found in injection molding:
1. Dimensional Tolerances:
Dimensional tolerances define the acceptable range of variation for linear dimensions, such as length, width, height, and diameter. The specific tolerances depend on the part’s critical dimensions and functional requirements. Typical dimensional tolerances for injection molded parts can range from +/- 0.05 mm to +/- 0.5 mm or even tighter, depending on the complexity of the part and the process capabilities.
2. Geometric Tolerances:
Geometric tolerances specify the allowable variation in shape, form, and orientation of features on the part. These tolerances are often expressed using symbols and control the relationships between various geometric elements. Common geometric tolerances include flatness, straightness, circularity, concentricity, perpendicularity, and angularity. The specific geometric tolerances depend on the part’s design requirements and the manufacturing capabilities.
3. Surface Finish Tolerances:
Surface finish tolerances define the acceptable variation in the texture, roughness, and appearance of the part’s surfaces. The surface finish requirements are typically specified using roughness parameters, such as Ra (arithmetical average roughness) or Rz (maximum height of the roughness profile). The specific surface finish tolerances depend on the part’s aesthetic requirements, functional needs, and the material being used.
Quality Standards:
In addition to tolerances, injection molded parts are subject to various quality standards that ensure their performance, reliability, and consistency. These standards may be industry-specific or based on international standards organizations. Here are some commonly referenced quality standards for injection molded parts:
1. ISO 9001:
The ISO 9001 standard is a widely recognized quality management system that establishes criteria for the overall quality control and management of an organization. Injection molding companies often seek ISO 9001 certification to demonstrate their commitment to quality and adherence to standardized processes for design, production, and customer satisfaction.
2. ISO 13485:
ISO 13485 is a specific quality management system standard for medical devices. Injection molded parts used in the medical industry must adhere to this standard to ensure they meet the stringent quality requirements for safety, efficacy, and regulatory compliance.
3. Automotive Industry Standards:
The automotive industry has its own set of quality standards, such as ISO/TS 16949 (now IATF 16949), which focuses on the quality management system for automotive suppliers. These standards encompass requirements for product design, development, production, installation, and servicing, ensuring the quality and reliability of injection molded parts used in automobiles.
4. Industry-Specific Standards:
Various industries may have specific quality standards or guidelines that pertain to injection molded parts. For example, the aerospace industry may reference standards like AS9100, while the electronics industry may adhere to standards such as IPC-A-610 for acceptability of electronic assemblies.
It’s important to note that the specific tolerances and quality standards for injection molded parts can vary significantly depending on the application and industry requirements. Design engineers and manufacturers work together to define the appropriate tolerances and quality standards based on the functional requirements, cost considerations, and the capabilities of the injection molding process.

How do injection molded parts enhance the overall efficiency and functionality of products and equipment?
Injection molded parts play a crucial role in enhancing the overall efficiency and functionality of products and equipment. They offer numerous advantages that make them a preferred choice in various industries. Here’s a detailed explanation of how injection molded parts contribute to improved efficiency and functionality:
1. Design Flexibility:
Injection molding allows for intricate and complex part designs that can be customized to meet specific requirements. The flexibility in design enables the integration of multiple features, such as undercuts, threads, hinges, and snap fits, into a single molded part. This versatility enhances the functionality of the product or equipment by enabling the creation of parts that are precisely tailored to their intended purpose.
2. High Precision and Reproducibility:
Injection molding offers excellent dimensional accuracy and repeatability, ensuring consistent part quality throughout production. The use of precision molds and advanced molding techniques allows for the production of parts with tight tolerances and intricate geometries. This high precision and reproducibility enhance the efficiency of products and equipment by ensuring proper fit, alignment, and functionality of the molded parts.
3. Cost-Effective Mass Production:
Injection molding is a highly efficient and cost-effective method for mass production. Once the molds are created, the injection molding process can rapidly produce a large number of identical parts in a short cycle time. The ability to produce parts in high volumes streamlines the manufacturing process, reduces labor costs, and ensures consistent part quality. This cost-effectiveness contributes to overall efficiency and enables the production of affordable products and equipment.
4. Material Selection:
Injection molding offers a wide range of material options, including engineering thermoplastics, elastomers, and even certain metal alloys. The ability to choose from various materials with different properties allows manufacturers to select the most suitable material for each specific application. The right material selection enhances the functionality of the product or equipment by providing the desired mechanical, thermal, and chemical properties required for optimal performance.
5. Structural Integrity and Durability:
Injection molded parts are known for their excellent structural integrity and durability. The molding process ensures uniform material distribution, resulting in parts with consistent strength and reliability. The elimination of weak points, such as seams or joints, enhances the overall structural integrity of the product or equipment. Additionally, injection molded parts are resistant to impact, wear, and environmental factors, ensuring long-lasting functionality in demanding applications.
6. Integration of Features:
Injection molding enables the integration of multiple features into a single part. This eliminates the need for assembly or additional components, simplifying the manufacturing process and reducing production time and costs. The integration of features such as hinges, fasteners, or mounting points enhances the overall efficiency and functionality of the product or equipment by providing convenient and streamlined solutions.
7. Lightweight Design:
Injection molded parts can be manufactured with lightweight materials without compromising strength or durability. This is particularly advantageous in industries where weight reduction is critical, such as automotive, aerospace, and consumer electronics. The use of lightweight injection molded parts improves energy efficiency, reduces material costs, and enhances the overall performance and efficiency of the products and equipment.
8. Consistent Surface Finish:
Injection molding produces parts with a consistent and high-quality surface finish. The use of polished or textured molds ensures that the molded parts have smooth, aesthetic surfaces without the need for additional finishing operations. This consistent surface finish enhances the overall functionality and visual appeal of the product or equipment, contributing to a positive user experience.
9. Customization and Branding:
Injection molding allows for customization and branding options, such as incorporating logos, labels, or surface textures, directly into the molded parts. This customization enhances the functionality and marketability of products and equipment by providing a unique identity and reinforcing brand recognition.
Overall, injection molded parts offer numerous advantages that enhance the efficiency and functionality of products and equipment. Their design flexibility, precision, cost-effectiveness, material selection, structural integrity, lightweight design, and customization capabilities make them a preferred choice for a wide range of applications across industries.
What are injection molded parts, and how are they manufactured?
Injection molded parts are components or products that are produced through the injection molding manufacturing process. Injection molding is a widely used manufacturing technique for creating plastic parts with high precision, complexity, and efficiency. Here’s a detailed explanation of injection molded parts and the process of manufacturing them:
Injection Molding Process:
The injection molding process involves the following steps:
1. Mold Design:
The first step in manufacturing injection molded parts is designing the mold. The mold is a custom-made tool that defines the shape and features of the final part. It is typically made from steel or aluminum and consists of two halves: the cavity and the core. The mold design takes into account factors such as part geometry, material selection, cooling requirements, and ejection mechanism.
2. Material Selection:
The next step is selecting the appropriate material for the injection molding process. Thermoplastic polymers are commonly used due to their ability to melt and solidify repeatedly without significant degradation. The material choice depends on the desired properties of the final part, such as strength, flexibility, transparency, or chemical resistance.
3. Melting and Injection:
In the injection molding machine, the selected thermoplastic material is melted and brought to a molten state. The molten material, called the melt, is then injected into the mold under high pressure. The injection is performed through a nozzle and a runner system that delivers the molten material to the mold cavity.
4. Cooling:
After the molten material is injected into the mold, it begins to cool and solidify. Cooling is a critical phase of the injection molding process as it determines the final part’s dimensional accuracy, strength, and other properties. The mold is designed with cooling channels or inserts to facilitate the efficient and uniform cooling of the part. Cooling time can vary depending on factors such as part thickness, material properties, and mold design.
5. Mold Opening and Ejection:
Once the injected material has sufficiently cooled and solidified, the mold opens, separating the two halves. Ejector pins or other mechanisms are used to push or release the part from the mold cavity. The ejection system must be carefully designed to avoid damaging the part during the ejection process.
6. Finishing:
After ejection, the injection molded part may undergo additional finishing processes, such as trimming excess material, removing sprues or runners, and applying surface treatments or textures. These processes help achieve the desired final appearance and functionality of the part.
Advantages of Injection Molded Parts:
Injection molded parts offer several advantages:
1. High Precision and Complexity:
Injection molding allows for the creation of parts with high precision and intricate details. The molds can produce complex shapes, fine features, and precise dimensions, enabling the manufacturing of parts with tight tolerances.
2. Cost-Effective Mass Production:
Injection molding is a highly efficient process suitable for large-scale production. Once the mold is created, the manufacturing process can be automated, resulting in fast and cost-effective production of identical parts. The high production volumes help reduce per-unit costs.
3. Material Versatility:
Injection molding supports a wide range of thermoplastic materials, allowing for versatility in material selection based on the desired characteristics of the final part. Different materials can be used to achieve specific properties such as strength, flexibility, heat resistance, or chemical resistance.
4. Strength and Durability:
Injection molded parts can exhibit excellent strength and durability. The molding process ensures that the material is uniformly distributed, resulting in consistent mechanical properties throughout the part. This makes injection molded parts suitable for various applications that require structural integrity and longevity.
5. Minimal Post-Processing:
Injection molded parts often require minimal post-processing. The high precision and quality achieved during the molding process reduce the need for extensive additional machining or finishing operations, saving time and costs.
6. Design Flexibility:
With injection molding, designers have significant flexibility in part design. The process can accommodate complex geometries, undercuts, thin walls, and other design features that may be challenging or costly with other manufacturing methods. This flexibility allows for innovation and optimization of part functionality.
In summary, injection molded parts are components or products manufactured through the injection molding process. This process involves designing amold, selecting the appropriate material, melting and injecting the material into the mold, cooling and solidifying the part, opening the mold and ejecting the part, and applying finishing processes as necessary. Injection molded parts offer advantages such as high precision, complexity, cost-effective mass production, material versatility, strength and durability, minimal post-processing, and design flexibility. These factors contribute to the widespread use of injection molding in various industries for producing high-quality plastic parts.
editor by CX 2024-01-03
China wholesaler Spider Crawler Mini Electrical Diesel Gasoline Hydraulic Mobile Crane
Product Description
PRODUCT INTRODUCTION
KB3.0 micro crawler crane is widely used in the maintenance and installation of electrical equipment in substation, maintenance and installation of mechanical chemical workshop equipment, glass curtain wall, etc.
At present, has been the state grid and southern grid widely use, have been used for the ZheJiang world expo, general motors, HangZhou petrochemical, techsport petrochemical, HangZhou day ling and ZheJiang netcom building construction engineering, etc., products have been exported to USA, Australia, Canada, Britain, Brazil, Vietnam, united Arab emirates and other countries.
In crane rated load has a surplus, but can work for a long time. Crane durable, even in a harsh environment can easily finish the homework. Prevent wrong operation safety design, convenient for the operator easy to complete the lifting operations.
PRODUCT FEATURES
- Compact, hydraulic walking.
- Safe design prevents error handling.
- Adapt to rugged outdoor Spaces.
- Pentagon telescopic boom.
- The remote control device is energy-saving and durable.
- Torque limiter to prevent overload operation.
PRODUCT SCHEMATIC
TECHNICAL PARAMETERS
| Model | YC3.0 mini crawler crane | |
| specifications | 2.95T*1.3M | |
| Maximum radius of homework | 8.3M*0.14T | |
| The largest ground lift | 9.2M | |
| The largest underground head | ~ | |
| Winding device | Hook up speed: | 6.5 m/min (4) |
| Steel wire rope | Diameter of 7.7 mm * 45 m | |
| Telescopic device | Crane jib form | Five blocks of fully automatic |
| Crane arm length | 2.56m-8.92m | |
| Telescopic crane boom length/time | 6.36m / 26sec | |
| Rolling device | Boom Angle/time | 0°-75°/ 14sec0°-75°/ 14sec |
| Rotary device | Turning Angle/time | Continuous / 0 ° ~ 360 ° 40 SEC |
| Leg | Leg action form | The first paragraph automatically, high-centralized section of the manual regulation |
| Maximum out of range | 3900mm*3750mm | |
| Walking device | Walk way | Hydraulic motor drive, two speed |
| Walking speed | 0-2.9Km / h | |
| Climbing ability | 20 degree | |
| Crane earthing length * width * 2 | 1571mm*200mm*2 | |
| Ground pressure | 51kpa | |
| Diesel engine (optional) | Model | 2TNV70-PYU |
| displacement | 570ml | |
| The rated power output | 77.5Kw | |
| Start the way | Electric start | |
| Use fuel/volume | 11L | |
| The aerodynamic performance | 5°C-40°C | |
| Battery capacity | 12V 45Ah | |
| Gasoline engine | Model | GX390 |
| displacement | 389.2ml | |
| The rated power output | 6.6Kw | |
| Start the way | Manual recoil start/electric start | |
| Use fuel/volume | Gasoline / 6 l | |
| The aerodynamic performance | -5°C-40°C | |
| Battery capacity | 12V 36Ah | |
| The motor | Voltage power supply | The standard AC380V |
| power | 4KW | |
| The wireless remote control | Model | BOX1.1 (optional) |
| The effective distance | M100M | |
| Waterproof standard | IP67IP67 | |
| Safety device | Level, alarm device, abrupt stop button, torque limiter (height limiter) | |
| System voltage | DC12V | |
| The vehicle size | Length * width * height | 2900mm*800mm*1450mm |
| The weight of the | The vehicle weight | 2050Kg |
LIFTING TABLE
| The biggest location leg hoisting table | |||||||
| 2.56/4.18 meters boom | 5.8 meters boom | 7.34 meters boom | 5.5 meters boom | ||||
| Radius of homework |
Total rated lifting weight |
Radius of homework |
Total rated lifting weight |
Radius o f homework |
Total rated lifting weight |
Radius of homework |
Total rated lifting weight |
| (m) | (t) | (m) | (t) | (m) | (t) | (m) | (t) |
| < 1.3 | 3 | < 2.90 | 1.25 | < 3.60 | 0.83 | < 4.0 | 0.55 |
| 1.5 | 2.58 | 3 | 1.22 | 4 | 0.72 | 4.5 | 0.44 |
| 2 | 2.2 | 3.5 | 0.97 | 4.5 | 0.58 | 5 | 0.34 |
| 2.5 | 1.65 | 4 | 0.77 | 5 | 0.48 | 5.5 | 0.3 |
| 3 | 1.23 | 4.5 | 0.61 | 5.5 | 0.43 | 6 | 0.27 |
| 3.5 | 0.97 | 5 | 0.53 | 6 | 0.37 | 6.5 | 0.23 |
| 3.64 | 0.9 | 5.2 | 0.5 | 6.5 | 0.32 | 7 | 0.2 |
| 6.75 | 0.29 | 7.5 | 0.18 | ||||
| 8 | 0.15 | ||||||
| 8.3 | 0.14 | ||||||
More photos
| Max. Lifting Height: | 9.6 Meter |
|---|---|
| Rated Loading Capacity: | 3.0 Ton |
| Certification: | CE, RoHS |
| Condition: | New |
| Warranty: | 24 Month |
| Max Working Height: | 9600mm |
| Customization: |
Available
|
|
|---|

What factors influence the design and tooling of injection molded parts for specific applications?
Several factors play a crucial role in influencing the design and tooling of injection molded parts for specific applications. The following are key factors that need to be considered:
1. Functionality and Performance Requirements:
The intended functionality and performance requirements of the part heavily influence its design and tooling. Factors such as strength, durability, dimensional accuracy, chemical resistance, and temperature resistance are essential considerations. The part’s design must be optimized to meet these requirements while ensuring proper functionality and performance in its intended application.
2. Material Selection:
The choice of material for injection molding depends on the specific application and its requirements. Different materials have varying properties, such as strength, flexibility, heat resistance, chemical resistance, and electrical conductivity. The material selection influences the design and tooling considerations, as the part’s geometry and structure must be compatible with the selected material’s properties.
3. Part Complexity and Geometry:
The complexity and geometry of the part significantly impact its design and tooling. Complex parts with intricate features, undercuts, thin walls, or varying thicknesses may require specialized tooling and mold designs. The part’s geometry must be carefully considered to ensure proper mold filling, cooling, ejection, and dimensional stability during the injection molding process.
4. Manufacturing Cost and Efficiency:
The design and tooling of injection molded parts are also influenced by manufacturing cost and efficiency considerations. Design features that reduce material usage, minimize cycle time, and optimize the use of the injection molding machine can help lower production costs. Efficient tooling designs, such as multi-cavity molds or family molds, can increase productivity and reduce per-part costs.
5. Moldability and Mold Design:
The moldability of the part, including factors like draft angles, wall thickness, and gate location, affects the mold design. The part should be designed to facilitate proper flow of molten plastic during injection, ensure uniform cooling, and allow for easy part ejection. The tooling design, such as the number of cavities, gate design, and cooling system, is influenced by the part’s moldability requirements.
6. Regulatory and Industry Standards:
Specific applications, especially in industries like automotive, aerospace, and medical, may have regulatory and industry standards that influence the design and tooling considerations. Compliance with these standards regarding materials, dimensions, safety, and performance requirements is essential and may impact the design choices and tooling specifications.
7. Assembly and Integration:
If the injection molded part needs to be assembled or integrated with other components or systems, the design and tooling must consider the assembly process and requirements. Features such as snap fits, interlocking mechanisms, or specific mating surfacescan be incorporated into the part’s design to facilitate efficient assembly and integration.
8. Aesthetics and Branding:
In consumer products and certain industries, the aesthetic appearance and branding of the part may be crucial. Design considerations such as surface finish, texture, color, and the inclusion of logos or branding elements may be important factors that influence the design and tooling decisions.
Overall, the design and tooling of injection molded parts for specific applications are influenced by a combination of functional requirements, material considerations, part complexity, manufacturing cost and efficiency, moldability, regulatory standards, assembly requirements, and aesthetic factors. It is essential to carefully consider these factors to achieve optimal part design and successful injection molding production.
What is the role of design software and CAD/CAM technology in optimizing injection molded parts?
Design software and CAD/CAM (Computer-Aided Design/Computer-Aided Manufacturing) technology play a crucial role in optimizing injection molded parts. They provide powerful tools and capabilities that enable designers and engineers to improve the efficiency, functionality, and quality of the parts. Here’s a detailed explanation of the role of design software and CAD/CAM technology in optimizing injection molded parts:
1. Design Visualization and Validation:
Design software and CAD tools allow designers to create 3D models of injection molded parts, providing a visual representation of the product before manufacturing. These tools enable designers to validate and optimize the part design by simulating its behavior under various conditions, such as stress analysis, fluid flow, or thermal performance. This visualization and validation process help identify potential issues or areas for improvement, leading to optimized part designs.
2. Design Optimization:
Design software and CAD/CAM technology provide powerful optimization tools that enable designers to refine and improve the performance of injection molded parts. These tools include features such as parametric modeling, shape optimization, and topology optimization. Parametric modeling allows for quick iteration and exploration of design variations, while shape and topology optimization algorithms help identify the most efficient and lightweight designs that meet the required functional and structural criteria.
3. Mold Design:
Design software and CAD/CAM technology are instrumental in the design of injection molds used to produce the molded parts. Mold design involves creating the 3D geometry of the mold components, such as the core, cavity, runner system, and cooling channels. CAD/CAM tools provide specialized features for mold design, including mold flow analysis, which simulates the injection molding process to optimize mold filling, cooling, and part ejection. This ensures the production of high-quality parts with minimal defects and cycle time.
4. Design for Manufacturability:
Design software and CAD/CAM technology facilitate the implementation of Design for Manufacturability (DFM) principles in the design process. DFM focuses on designing parts that are optimized for efficient and cost-effective manufacturing. CAD tools provide features that help identify and address potential manufacturing issues early in the design stage, such as draft angles, wall thickness variations, or parting line considerations. By considering manufacturing constraints during the design phase, injection molded parts can be optimized for improved manufacturability, reduced production costs, and shorter lead times.
5. Prototyping and Iterative Design:
Design software and CAD/CAM technology enable the rapid prototyping of injection molded parts through techniques such as 3D printing or CNC machining. This allows designers to physically test and evaluate the functionality, fit, and aesthetics of the parts before committing to mass production. CAD/CAM tools support iterative design processes by facilitating quick modifications and adjustments based on prototyping feedback, resulting in optimized part designs and reduced development cycles.
6. Collaboration and Communication:
Design software and CAD/CAM technology provide a platform for collaboration and communication among designers, engineers, and other stakeholders involved in the development of injection molded parts. These tools allow for easy sharing, reviewing, and commenting on designs, ensuring effective collaboration and streamlining the decision-making process. By facilitating clear communication and feedback exchange, design software and CAD/CAM technology contribute to optimized part designs and efficient development workflows.
7. Documentation and Manufacturing Instructions:
Design software and CAD/CAM technology assist in generating comprehensive documentation and manufacturing instructions for the production of injection molded parts. These tools enable the creation of detailed drawings, specifications, and assembly instructions that guide the manufacturing process. Accurate and well-documented designs help ensure consistency, quality, and repeatability in the production of injection molded parts.
Overall, design software and CAD/CAM technology are instrumental in optimizing injection molded parts. They enable designers and engineers to visualize, validate, optimize, and communicate designs, leading to improved part performance, manufacturability, and overall quality.
Can you explain the advantages of using injection molding for producing parts?
Injection molding offers several advantages as a manufacturing process for producing parts. It is a widely used technique for creating plastic components with high precision, efficiency, and scalability. Here’s a detailed explanation of the advantages of using injection molding:
1. High Precision and Complexity:
Injection molding allows for the production of parts with high precision and intricate details. The molds used in injection molding are capable of creating complex shapes, fine features, and precise dimensions. This level of precision enables the manufacturing of parts with tight tolerances, ensuring consistent quality and fit.
2. Cost-Effective Mass Production:
Injection molding is a highly efficient process suitable for large-scale production. Once the initial setup, including mold design and fabrication, is completed, the manufacturing process can be automated. Injection molding machines can produce parts rapidly and continuously, resulting in fast and cost-effective production of identical parts. The ability to produce parts in high volumes helps reduce per-unit costs, making injection molding economically advantageous for mass production.
3. Material Versatility:
Injection molding supports a wide range of thermoplastic materials, providing versatility in material selection based on the desired properties of the final part. Various types of plastics can be used in injection molding, including commodity plastics, engineering plastics, and high-performance plastics. Different materials can be chosen to achieve specific characteristics such as strength, flexibility, heat resistance, chemical resistance, or transparency.
4. Strength and Durability:
Injection molded parts can exhibit excellent strength and durability. During the injection molding process, the molten material is uniformly distributed within the mold, resulting in consistent mechanical properties throughout the part. This uniformity enhances the structural integrity of the part, making it suitable for applications that require strength and longevity.
5. Minimal Post-Processing:
Injection molded parts often require minimal post-processing. The high precision and quality achieved during the molding process reduce the need for extensive additional machining or finishing operations. The parts typically come out of the mold with the desired shape, surface finish, and dimensional accuracy, reducing time and costs associated with post-processing activities.
6. Design Flexibility:
Injection molding offers significant design flexibility. The process can accommodate complex geometries, intricate details, undercuts, thin walls, and other design features that may be challenging or costly with other manufacturing methods. Designers have the freedom to create parts with unique shapes and functional requirements. Injection molding also allows for the integration of multiple components or features into a single part, reducing assembly requirements and potential points of failure.
7. Rapid Prototyping:
Injection molding is also used for rapid prototyping. By quickly producing functional prototypes using the same process and materials as the final production parts, designers and engineers can evaluate the part’s form, fit, and function early in the development cycle. Rapid prototyping with injection molding enables faster iterations, reduces development time, and helps identify and address design issues before committing to full-scale production.
8. Environmental Considerations:
Injection molding can have environmental advantages compared to other manufacturing processes. The process generates minimal waste as the excess material can be recycled and reused. Injection molded parts also tend to be lightweight, which can contribute to energy savings during transportation and reduce the overall environmental impact.
In summary, injection molding offers several advantages for producing parts. It provides high precision and complexity, cost-effective mass production, material versatility, strength and durability, minimal post-processing requirements, design flexibility, rapid prototyping capabilities, and environmental considerations. These advantages make injection molding a highly desirable manufacturing process for a wide range of industries, enabling the production of high-quality plastic parts efficiently and economically.
editor by CX 2023-12-14
China 6 tons folding arm hydraulic small crane construction machinery factory direct sale low price hot sale dalton torque limiter
Attribute: TRUCK CRANE
Showroom Place: None
Problem: New
Software: ~4 engine Belt Tensioner pulley pickup crane,aerial system truck,marine crane. 2) Which variety of payment you can be accepted?Generally each of T/T & L/C at sight are okay for us.Alibaba trade assurance,credit history card, Skid Steer LoaderExcavator Hedge Trimmer Blade Grinding Machine Blade Sharp Durable Gardening Hedge Trimmer western union. 3) How about the supply time?20-forty doing work days after acquired thirty% T/T or L/C.70% stability payment before delivery. 4) What is your warranty?Usually is 1 yr, if huge quantities we can negotiate.We will mail the equipment to you for cost-free if have difficulties within 1 yr. 5) What is actually your MOQ?MOQ: 1 established 6) Can you acknowledge OEM service?Of course for sure my good friend.We give brand,package, Kayak Paddle Grips Protect Neoprene Paddle Shaft Oar Include Comfortable Safeguard Hand Blister Prevention Accessories Kayak Gear for Men and custom-made,and also can personalized the product in accordance to your needs. 7) Optional Attachment?Distant Manage, Basket, Auger, Grapple, CZPT KVP04 cheap mini oil cost-free dry working circulation brushless motor damaging stress suction pump Best Seat, Rear outriggers Make contact with Us Product sales Manager:Sophie TEL/WhatsApp:1505057190E-mail:[email protected]

Types of Torque Limiters
Regardless of the type of application, there are several types of torque limiters available. Some of these types include Ball detent limiters, Hydraulic torque limiters, and Magnetic torque limiters.
Ball detent limiter
Typically, the ball detent torque limiter is used in applications where precision is essential. For example, in packaging or textile applications, the detent can limit the amount of torque transmitted from the input gear to the output gear. In some applications, the torque limiter is a preferable option over a slip clutch.
The basic ball detent mechanism involves a series of metal balls encased in two circular plates. The balls are held in place by springs. In normal operation, the balls rest in sockets within a pressure flange. However, in an overload situation, the balls are forced out of the sockets and into the detents. The balls are then forced back into the sockets by the springs. This action continues until the overload is removed.
The ball detent torque limiter has a unique design that provides reliable overload protection. The balls are held in place by springs and the assembly rotates with the driven machine until an overload occurs.
The balls are sized to maintain a predetermined axial separation distance between the driving surface of the input gear and the detent surface of the backing plate. This axial separation distance is greater than the diameter of the primary balls. When an overload is sensed, the springs disengage the balls and the ball detent torque limiter releases the load.
In addition to the ball detent torque limiter, there are several other types of torque limiters. Some of them are simple shear pins or cam followers, while others are pneumatically engaged. These types of torque limiters can be used in conjunction with limit switches.
The ball detent torque limiter may be manually engaged when the over-torque condition is corrected. The limit switch can be manually activated or can be automatically triggered by a proximity sensor.
Torque limiters can be used to prevent physical injury to personnel and damage to sensitive equipment. They are available in various designs, including single-position and multi-position units. Many servo-driven axes are equipped with these devices. They are commonly used in mechanical wastewater treatment plants and in chain couplings.
Unlike other torque limiters, the ball detent torque limiter can accurately disengage at the preset torque value. It also has a more predictable response time than other types of torque limiters.
Magnetic torque limiter
Using a torque limiter in conjunction with a motor can be a tricky business. It requires an understanding of the mechanical gearbox and torque limiter and how they work together to reduce mechanical vibrations and achieve the correct torque levels.
A torque limiter is a simple device that transmits torque through magnetic interaction. It is a useful device for measuring and controlling the tightening of implantable medical devices such as screws and plates. Magnetic torque limiters offer several advantages over conventional devices, including increased durability and reliability. They can be sterilized and are easy to clean. In addition, they require little maintenance and are not prone to wear and tear.
Magnetic torque limiters have two main components: a handle with a cylindrical body and a mono-block shaft. The handle has an arm that enables it to be adjusted and the shaft has an arm bearing to make it movable. The handle may be used on shafts with different drive geometries.
The handle has a rotating collar that is indexed with ball detents to allow it to be adjusted. The collar is user-accessible and has the capacity to do more than just compress or extend the torque limit. It can also be used to change the gap between the two magnets in the handle.
The main component of the magnetic torque limiter is the handle, which includes a pair of magnets with opposing poles. This configuration has the magnetic effect of generating a torque from the magnetic hysteresis resistance of the magnets. The magnets are linked together by metal pins, which can be replaced.
The first pocket (4) is located on the first side of the cylindrical handle-body. The second pocket (5) is located on the second side. Both pockets contain at least one magnet, preferably a neodymium magnet. The pocket on the first side intersects the second pocket on the second side in the central through bore. The main objective of this pocket is to transmit the smallest possible torque from the input to the output.
The best way to find out how the magnetic torque limiter of the present invention performs is to put it to the test. Several tests have been conducted to determine its performance. The results show that it translates 24 Nm at a nominal speed of 2500 rpm from the input to the output.
Hydraulic torque limiter
Using a Hydraulic Torque Limiter to protect equipment from excessive torque is beneficial in many applications. These devices are a safe way to maintain maximum torque in a power transmission system. They are available in many different types, and can be used in practically any application.
They are able to protect from excessive torque by controlling the flow of gas and hydraulic fluid in the drive system. They are used in various applications, such as conveyors, assembly lines, and industrial robots. They are used to protect equipment from overloads, and assure minimal downtime.
They are also used in applications where the driven device cannot absorb all of the output torque. The torque limiter transfers the torque from the driving shaft to the driven member. The torque limiter is also used to couple gears, sprockets, and other rotating bodies. The torque limiter transmits torque at a specified level, and stops transmitting when the torque exceeds a preset value.
Torque limiters are generally light-weight, and can be easily mounted. However, they can present a safety hazard to operating personnel. They are used in many different industries, including textile, woodworking, printing, and converting machinery.
The torque limiter is used to disconnect the inertia of the system from the jammed section, which prevents damage. In this instance, the limiter is placed as close as possible to the jam source.
Torque limiters operate by comparing the internal pressures in a hydraulic cylinder. When the pressures exceed a specified value, the torque limiter stops transmitting and begins disengaging the driven device.
These devices also allow for the use of smaller prime movers and less fuel. They can also be used to prevent stalling of the prime mover under heavy loads.
Torque limiters are available in a variety of sizes and are typically used in applications where the driven device cannot absorb all of the output torque. They are used in many industrial robots, conveyors, assembly lines, and printing and converting machinery.
Torque limiters are available in mechanical, hydraulic, and synchronous magnetic types. Some of them can tolerate continuous slip, but some are designed to slip at a specified torque value.
CZPT Electric torque limiter
Whether you need an industrial clutch, electromagnetic brake, or torque limiter, CZPT Electric has a solution for you. This company offers the broadest range of industrial products and brakes, as well as customized solutions for your application. The company’s products are used across a wide range of industries, including material handling, crane and motion control, elevator and escalator, forklift, turf and garden, marine propulsion, and sewage pumps.
It has a large sales and distribution operation in North America, and is available in over 70 countries. The company’s products are designed to meet industrial demands for quality, performance, and reliability. Its line of Adjustable Torque Controls are designed to provide soft starting functions, as well as repeatable stops.
Torque limiters are used in many different industries, including steel mills, conveyor drives, process pumps, marine propulsion, and paper mills. They are designed to separate the load from the drive when an overload occurs. They offer both mechanical and electronic solutions, and are available in an open or closed design. They can operate at a range of 160 to 11,000 rpm. They also feature a shear neck, fail-safe, wedge-shaped construction, and clamping screws. They are available with RoHS compliant options, as well as CE certified.
These limiters also feature a proximity sensor target that can be used to switch off the drive after an overload. CZPT Electric has several models with full range torque control, which provides repeatable starts and stops. They can also be used with electrically released brakes. The company also offers a variety of clutch/brake combinations, including a wide selection of models with a ball detent or synchronous magnetic disconnect.
CZPT Electric’s products are manufactured to a high standard and are designed to meet the demands of today’s industrial applications. The company has a wide range of product catalogues available for browsing. You can find a list of available products and more information on the company’s website, which can be accessed by clicking on the “Product Catalogues” button at the bottom of the page.

editor by Cx2023-07-13
China 6 tons folding arm hydraulic small crane construction machinery factory direct sale low price hot sale torque limiter driveline
Attribute: TRUCK CRANE
Showroom Place: None
Problem: New
Application: ~4 engine Belt Tensioner pulley pickup crane,aerial platform truck,marine crane. 2) Which variety of payment you can be recognized?Usually each of T/T & L/C at sight are alright for us.Alibaba trade assurance,credit rating card, Skid Steer LoaderExcavator Hedge Trimmer Blade Grinding Device Blade Sharp Durable Gardening Hedge Trimmer western union. 3) How about the delivery time?20-40 working days after received 30% T/T or L/C.70% balance payment ahead of transport. 4) What is your guarantee?Usually is 1 calendar year, if large portions we can negotiate.We will mail the accessories to you for cost-free if have difficulties within 1 12 months. 5) What’s your MOQ?MOQ: 1 set 6) Can you settle for OEM services?Yes for sure my buddy.We supply emblem,bundle, Kayak Paddle Grips Cover Neoprene Paddle Shaft Oar Go over Soft Protect Hand Blister Avoidance Components Kayak Equipment for Guys and personalized,and also can personalized the solution in accordance to your needs. 7) Optional Attachment?Remote Management, Basket, Auger, Grapple, CZPT KVP04 low cost mini oil cost-free dry running circulation brushless motor unfavorable force suction pump Best Seat, Rear outriggers Contact Us Income Manager:Sophie TEL/WhatsApp:1505057190E-mail:[email protected]

CZPT(R) Tolerance Ring For Limiter Torque
Using a limiter torque ring to limit the torque of the motor is an excellent method to maintain the smoothness and efficiency of the engine. It can also help to eliminate wear and tear on the engine due to over-revving or under-revving of the engine.
CZPT(r) Tolerance Ring
CZPT(r) Tolerance Ring is designed to limit limiter torque by providing interference fit between an inner component and an outer component. The tolerance ring is installed between a stator or compressor housing and an inner component, for example, a shaft receivable in a bore in the housing. The tolerance ring is formed of a resilient material such as spring steel.
The tolerance ring may have an outer and an inner circumference. The outer circumference may be smaller than the inner circumference and may be less than 16 mm in diameter. The tolerance ring may be formed from a sheet material. The thickness of the sheet may be less than 0.2 mm.
The tolerance ring may also include a sidewall. The sidewall includes an undeformed portion. The sidewall may be curved to form an annular ring. The tolerance ring may include one or more rows of wave structures. The wave structures may vary in shape and size, and may be located peripherally or radially around the tolerance ring.
The number of wave structures may vary, from less than 10 to more than 35. The number of wave structures may be located at the peripheral, radial, and end regions of the tolerance ring. The wave structures may be identical in size and shape, or may have different physical characteristics. The amount of torque transmitted by the tolerance ring is dependent on the stiffness of the projections. The tolerance ring can act as a force limiter or torque transmitter.
The tolerance ring may be a single-layer ring, or a two-layer ring. The first layer may be a strip or sleeve of resilient material. The second layer may be a smooth, regular surface. The first layer may be radially extending projections, a set of axially spaced protuberances, or a plurality of rounded ridges rising to a radial peak.
CZPT TL
TL series torque converters are a good fit for a variety of applications. These products deliver a slew of benefits including a long service life and a reduced component count. They are available in several configurations including semi-open and enclosed models. They also feature air control to ensure smooth device function. The TL series is also available in multiple torque capacities ranging from a low of 1,500 lb. @ 80 psi to a high of 27,700 lb. @ 80 psi.
The TL series is equipped with several technological feats including a proximity sensor that sends a signal to a torque limiter control valve. This unit also features a single and double air pressure circuit to ensure smooth remote torque adjustment. It also features an o-ring to ensure zero air leakage.
The TL-A Series is available in sixteen models, including two with an impressive 27700 lb. @ 80 psi torque. It’s also worth noting that they can be installed in a variety of applications, including conveyors, sheet metal processing equipment, printing and converting machines and industrial robots. They are also easy to install and remove, making them a great choice for maintenance departments.
The TL-A Series also offers a number of high-end features such as a reversible shaft design and internal springs to ensure complete disengagement. They also include a hard-chrome detent interface that decreases drive-ring wear. The TL-A Series also features a single-flex coupling that delivers high shaft misalignment protection and a double-flex coupling that delivers high torsional rigidity.
TL Series torque converters are a good fit for applications that require torque in the sub-tens of thousands of pounds per square inch. They are also a good choice for industrial automation applications and can be installed in a wide variety of industries, including manufacturing, aerospace and automotive.
IWIS FT series
FT IWIS’s FT-1000 Series aka FT IWIS’s FT t1000 series aka the FT t1000 series aka the TFT-1000 series aka the FT t1000 aka the FT t1000 FT t1000 series aka the FFT1000 series aka the FFT1000 FT t1000 aka the FFT1000 series aka FT t1000 FT t1000 FT t1000?. The FT t1000 series aka the, FT t1000 series aka the, FFT t1000 series aka the, FFT t1000 series aka FT t1000 series aka the, etc.. FT t1000 series aka the,, FFT t1000 series aka FFT t1000 series aka the FFT t1000 series aka the,.. FFT t1000 series aka the,, FT t1000 series aka FFT, FT t1000 series aka FT, FT t1000 series TA t1000 series aka the FFT, FT t1000 series, FT t1000 series aka, FFT t1000 series aka, FFT, FT t1000 series, etc.
TL-IT inline
TL-IT Inline Torque Limiter is a device that allows you to set the torque on your tools at a preset limit, and then allow the tool to run without allowing it to overtighten. This device is designed to work with low RPM power tools. It is available in four colors, and is made in the United States. It has been manufactured to NIST certification standards. It can be used to test power tools, and it is designed to control torquing through the use of a cam-over clutch action. This device also has an air-controlled positioning feature.
The TL-IT Inline Torque Limiter also has a laser marked color coded ID ring to prevent confusion if multiple tools are used. The device is also available in both metric and imperial sizes, and is certified to +/-4% accuracy in one direction.
editor by Cx2023-07-11
China best torque limiter factory manufacturer & supplier Floor Price! 70ton Wide Cab Hydraulic Mobile Truck Crane with top quality & best price

We – EPG Team theTorque values can be modified in the subject, even so the torque limiter should be disassembled and the springs changed to accomplish the new torque value. most significant gearbox & motors , torque limiter couplings and gears manufacturing unit in China with 5 various branches. For more specifics: Cellular/whatsapp/telegram/Kakao us at: 0086~13083988828 13858117778083988828
70ton broad taxi Hydraulic Moblie Truck Crane (QY70K-I)
Functionality parameters of QY70K-I truck crane
The revolutionary jib system adopts embedded block, plug-in boom head and intercontinental advanced U segment jib, which has superb lifting functionality and protected and reliable lifting work.
•The distinctive stretch and retract method avoids the bend of the main pipe and cylinder and the break of the growth brought on by misoperation, enhancing the basic safety of the operations.
•Eight patent tactics make sure the easy, higher effectiveness and power conservation of the lifting, rotation, and luffing techniques.
•The torque limiter adopts colorful Lcd screen, noticing the intelligence of the failure diagnosis. The precision is forward of the business.
•Adopt the new hydraulic motor with large torque commencing point, ma ept the secondary lifting safer.
•The humanity style makes the cab and management taxi far more roomy, and easy to work.
•Six distinctive producing technologies ensure the high high quality.
•The wor ept situation expands twice. Newly insert 5t counterweight.
| Dimension | Unit | QY70K-I |
| Total duration | mm | 13930 |
| General width | mm | 2800 |
| Total peak | mm | 3575 |
| Excess weight | ||
| Overall weight in vacation | kg | 43000(with out 1t vice counterweight) |
| Front axle load | kg | 17000 |
| Rear axle load | kg | 26000 |
| Electricity | ||
| Motor model | WD615.338(domestic III) | |
| Motor rated electrical power | kW/(r/min) | 276/2200 |
| Engine rated torque | N.m/(r/min) | 1500/1400 |
| Journey | ||
| Max. travel speed | km/h | eighty |
| Min. turning diameter | m | 24 |
| Min. ground clearance | mm | 327 |
| Approach angle | ° | 19 |
| Departure angle | ° | thirteen |
| Max. quality ability | % | forty |
| Gasoline usage for 100km | L | 45 |
| Main efficiency | ||
| Max. rated total lifting capability | t | 70 |
| Min. rated wor ept radius | m | 3000 |
| Turning radius at turntable tail | m | three.55 |
| Max. lifting torque | kN.m | 2303 |
| Base growth | m | eleven.6 |
| Completely prolonged increase | m | forty four.5 |
| Totally prolonged increase+ jib | m | 59.5 |
| Longitudinal outrigger span | m | six.one |
| Lateral outrigger span | m | 7.3 |
| Wor ept velocity | ||
| Boom luffing time | s | sixty |
| Growth complete extension time | s | ≤150 |
| Max. swing speed | r/min | ≥2. |
| Max. velocity of principal winch (solitary rope) (no load) | m/min | ≥130 |
| Max. velocity of aux. winch (single rope) (no load) | m/min | ≥108 |
Truck crane series models:
eight ton truck crane QY8B.five
12 ton truck crane QY12B.5
20 ton truck crane QY20G.five
25 ton truck crane QY25K5-I, QY25K-II
30 ton truck crane QY30K5-I
35 ton truck crane QY35K5
50 ton truck crane QY50K-II
70 ton truck crane QY70K-I
100 ton truck crane QY100K-I
Tough-terrain Crane types:
twenty five ton Tough-terrain Crane RT25(Jib stowed below growth)
twenty five ton Rough-terrain Crane RT25(Facet-positioned Auxiliary Boom)
35 ton Rough-terrain Crane RT35
forty ton Tough-terrain Crane RT40E
50 ton Rough-terrain Crane RT50
60 ton Rough-terrain Crane RT60
70 ton Rough-terrain Crane RT70E
80 ton Tough-terrain Crane RT80
ninety ton Rough-terrain Crane RT90E
100 ton Rough-terrain Crane RT100
The use of first gear manufacturer’s (OEM) part quantities or emblems , e.g. CASE® and John Deere® are for reference reasons only and for indicating solution use and compatibility. Our firm and the listed substitute areas contained herein are not sponsored, approved, or made by the OEM.



China best torque limiter factory manufacturer & supplier EPT 55ton Hydraulic Truck Crane Qy55V552 Qy55V with Five Section Boom with top quality & best price
We – EPG Team the largest gearbox & motors , torque limiter couplings and gears manufacturing unit in China with 5 different branches. For more specifics: Cellular/whatsapp/telegram/Kakao us at: 0086~13083988828 13858117778083988828
EPT 55ton hydraulic truck crane QY55V552/QY55V with five area boom
Item Features
ZLJ5425JQZ55V truck crane is a new generation of higher-overall performance merchandise independently designed by our company to fulfill industry need and combine many years of encounter and superior technology. The overall performance parameters of crane lifting top, principal boom length, wor ept speed and lifting potential are currently at the intercontinental foremost amount.
The item is a complete-slewing, telescopic growth-kind, hydraulic proportional-managed truck crane. It adopts the company’s self-created entire-push 4-bridge specific chassis. It has a wide subject of vision, lavish decoration and comfort, 8X4 push, hydraulic electrical power steering, mild and flexible.
The merchandise adopts the latest liquid proportional directional handle valve and quadruple gear pump system, and has basic safety gadgets this sort of as overflow valve, stability valve, hydraulic lock and brake valve to avoid oil passage overload and avoid the trigger of oil pipe rupture. Accidents happen to ensure that the wor ept potential of every employing company is fully utilized, enhancing the dependability and security of the program.
The product is geared up with a assortment of basic safety units this kind of as a torque limiter and a complete lights system to guarantee safe and reputable procedure and effortless evening perform.
The merchandise is novel in condition, with a beautiful body, a stunning line and a lovely shade.
Automotive ept design: ZLJ5425JQZ55V
Engineering ept design: QY55V
Product attribute amount: QY55V552
Optimum rated overall lifting ability kg 55000
Standard arm greatest lifting torque kN.m 2009
Longest primary increase maximum lifting torque kN.m 1050
Basic arm greatest lifting height m twelve.six
Optimum lifting height of major growth m 43.6 Irrespective of growth deformation
Maximum lifting top of the jib m fifty nine.5
Single rope highest pace (principal winch)one hundred Series the Rexnord Autogard one hundred Sequence Torque Limiter is a common function torque overload device that provides lower cost, reliable protection for industrial equiptment. m/min one hundred twenty
One rope greatest speed (sub-winding) m/min a hundred and twenty
Increase boom time s 50
Increase extension time s ninety five
Rotation speed r/min ~2.two
Maximum use altitude m 2000
Highest vacation velocity km/h 76
Maximum grade % 40
Minimum turning diameter m ≤24
Bare minimum ground clearance mm 260
Gas consumption for every 100 km L forty three
Driving self-excess weight (total mass) kg 42000
Car tuning high quality kg 41870
Entrance axle load kg 16000
Rear axle axle load kg 26000
Proportions (duration × width × peak) mm 13700 × 2800 × 3650
Leg longitudinal length m 5.92
The lateral length of the legs is fully extended by 7.ten and half prolonged by 4.80.
Tail radius of gyration mm 3900
Primary arm length m eleven.4~forty three.
Major arm elevation angle ° -2~eighty
Secondary arm length m 9.5, sixteen.
Jib mounting angle ° , thirty
The use of unique products manufacturer’s (OEM) part quantities or emblems , e.g. CASE® and John Deere® are for reference needs only and for indicating product use and compatibility. Our firm and the shown substitution parts contained herein are not sponsored, accredited, or produced by the OEM.
China best torque limiter factory manufacturer & supplier Construction Machinery Crane Hydraulic 50 Ton Truck Crane Qy50ka with top quality & best price
We – EPG Group the biggest gearbox & motors , torque limiter couplings and gears manufacturing facility in China with 5 different branches. For a lot more specifics: Cell/whatsapp/telegram/Kakao us at: 0086~13083988828 13858117778083988828
Building Machinery Crane Hydraulic fifty ton truck crane QY50KA
Feature:
- Foremost performance: the growth length in full extension is 57.7m, the performance major in 5%. The quality capacity is forty%, which make the device have good street adaptability.
• The distinctive U increase and plug-in boom head make the load-carrying capacity a lot more well balanced, and lift much more smoothly.
• The exclusive extend and retract strategy stops the misoperation the extend and retract of the growth is safer and a lot more reliable.
• The management program is optimized by 8 patents lifting, rotation, and luffing are simple and trustworthy.
• Six distinctive technologies supply the high quality assurance, and make the products keep a higher worth.
• The modern jib technique adopts embedded block, plug-in growth head and octagon jib, which has exceptional lifting performance and safe and reliable lifting function.
• The exclusive extend and retract method avoids the bend of the core pipe and cylinder and the break of the increase triggered by misoperation, enhancing the protection of the operations.
• Eight patent techniques ensure the easy, high performance and power conservation of the lifting, rotation, and luffing programs.
• Adopt the new hydraulic motor with large torque starting up level, ma ept the secondary lifting safer.
• The torque limiter adopts colourful Lcd show, noticing the intelligence of the failure diagnosis. The precision is forward of the industry.
• The humanity style tends to make the taxi and handle taxi much more roomy, and simple to work.
• Six exclusive production systems guarantee the large quality.
Specification:
| Item | Unit | ||
| Dimensions | Overall length | 13770 | mm |
| Overall width | 2800 | mm | |
| All round peak | 3570 | mm | |
| Weight | Dead bodyweight in travel state | 41000 | Kg |
| 1st axle load | 7500 | Kg | |
| 2nd axle load | 7500 | Kg | |
| 3rd axle load | 13000 | Kg | |
| 4th axle load | 13000 | Kg | |
| Power | Engine design | WD615.334 WD615.338 WP10.336 WP10.375 | |
| Engine rated output | 247/2200 276/2200 247/2200 275/2200 | Kw(r/min) | |
| Engine rated torque | 1350(1300~1600) 1500(1300~1600) 1350(1100~1500) 1460(1200~1600) | N.m(r/min) | |
| Travel | Max.vacation velocity | eighty | Km/h |
| Min.turning diameter | 24 | m | |
| Min.floor clearance | 291 | mm | |
| Technique angle | seventeen | . | |
| Departure angle | 11 | . | |
| Max.gradeability | forty | % | |
| Gasoline use of for each 100km | 42 | L | |
| Lifting performance | Max.whole rated lifting load | 50 | t |
| Min. wor ept radius | three | mm | |
| Turning radius at swing table tail | 3482 | m | |
| Foundation increase max.load moment | 1822 | Kn.m | |
| Base boom | eleven.three | m | |
| Full- extended boom | forty two.7 | m | |
| Total-prolonged growth+ jib | 57.seven | m | |
| Outrigger longitudinal distance span | five.ninety one | m | |
| Outrigger lareral length span | six.nine | m | |
| Wor ept speed | Increase elevating time | forty | s |
| Growth telescoping time | 80 | s | |
| Max. slewing speed | 2 | r/min | |
| Primary winch max. pace(no load) | a hundred thirty | m/min | |
| Auxiliary winch max. speed(no load) | 120 | m/min |
Photos:
1.. Which countries do we export to?
Asia: Vietnam, India, Indonesia, Pakistan, Kazakhstan, Uzbekistan, and many others.
Europe: Russia, Belarus, Ukraine, Lithuania, Saudi Arabia, and so forth.
South The united states: Brazil, Chile, Paraguay, Argentina, and many others.
Africa: South Africa, Ethiopia, Libya, Ghana,Algeria,and so forth.
2.What are our positive aspects when compared with other manufacturers/factories?
1)Reputable Top quality: Carefully choose standard makers for supporting spare parts,like engines,bridge,transmissions,and several parts made and developed by ourselves,
usually adapting the ideal components.
2)Aggressive Price: Concentration of mechanized generation in huge quantities minimize
manufacturing price to make certain that our price is aggressive.
3)Services Staff: 1st, our revenue administrators are online 24 hours,completely ready to response your
inquiries at any time. Second, professional maintenance crew with senior technicians,
ready to give support sThe FRICTION DISCS and Travel DISCS continue being in get in touch with retaining the input and output customers rotating as one till a torque overload is skilled.ervices to end users and dealers. Most issues can be solved
within 24 hrs.
4)Fast Shipping and delivery:Underneath normal situation,we can delivery with 10 wor ept days in
manufacturing unit after obtaining pre-payment.
three.Which payment conditions can we take?
Generally we can function on T/T or L/C.
one)On T/T term, 30% payment is essential in ept for generation, 70% equilibrium shall
be compensated ahead of delivery or against the duplicate of authentic B/L for old long cooperation clientele.
2)On L/C expression, a hundred% irrevocable L/C at sight without “delicate clauses” can be acknowledged.
four. How prolonged is the validity of our quotation?
As a reputable provider, basically our price remains stable via a single calendar year, we only adjust
our price tag based on two situations:
1)The charge of USD
2)TheThe value of material
Other inquiries, you should make contact with me straight!!
Peter 0086~13083988828 13858117778921244786
The use of first gear manufacturer’s (OEM) portion quantities or logos , e.g. CASE® and John Deere® are for reference reasons only and for indicating merchandise use and compatibility. Our firm and the shown substitution elements contained herein are not sponsored, authorized, or made by the OEM.
China best torque limiter factory manufacturer & supplier Hot Sale Single Acting High Tonnage Self Lock Hydraulic Jacks for Heavy Lifting with Competitive Price with top quality & best price
We – EPG Group the biggest gearbox & motors , torque limiter couplings and gears factory in China with 5 diverse branches. For far more specifics: Cell/whatsapp/telegram/Kakao us at: 0086~13083988828 13858117778083988828
Very hot Sale One Acting Substantial Tonnage Self Lock Hydraulic Jacks EPT CLL 10012 for Heavy Lifting with Competitive Price
Merchandise Attributes:
- EPT safety lock nut cylinders for mechanical load holding for up to 1,000 tons
- Baked enamel outdoors end and plated pistons give superior corrosion resistance
- Overflow port functions as a stroke limiter
- Interchangeable, hardened grooved saddles are standard
- CR-four hundred coupler and dust cap integrated on all cylinder versions
- One-performing load return
Products Complex Diameters:
| Design Variety | Cylinder Capability |
Stroke | Cylinder Successful Location |
Oil Capability |
Collapsed Peak |
Extended Peak |
Exterior Diameter |
Weight |
| ton (kN) | mm | cmtwo | cmthree | mm | mm | mm | kg | |
| SOV-CLL-502 | 50 (496) |
50 | 70,9 | 355 | 164 | 214 | 125 | 15 |
| SOV-CLL-504 | a hundred | 70,9 | 709 | 214 | 314 | one hundred twenty five | twenty | |
| SOV-CLL-506 | 150 | 70,9 | 1064 | 264 | 414 | 125 | 25 | |
| SOV-CLL-508 | two hundred | 70,nine | 1418 | 314 | 514 | one hundred twenty five | 30 | |
| SOV-CLL-5571 | 250 | 70,nine | 1773 | 364 | 614 | a hundred twenty five | 35 | |
| SOV-CLL-5012 | 300 | 70,nine | 2127 | 414 | 714 | 125 | forty | |
| SOV-CLL-1002 | 100 (929) |
fifty | 132,7 | 664 | 187 | 237 | 165 | 30 |
| SOV-CLL-1004 | one hundred | 132,7 | 1327 | 237 | 337 | a hundred sixty five | 39 | |
| SOV-CLL-1006 | one hundred fifty | 132,7 | 1991 | 287 | 437 | 165 | 48 | |
| SOV-CLL-1008 | 200 | 132,seven | 2654 | 337 | 537 | a hundred sixty five | fifty six | |
| SOV-CLL-1571 | 250 | 132,7 | 3318 | 387 | 637 | 165 | 64 | |
| SOV-CLL-10012 | three hundred | 132,7 | 3981 | 437 | 737 | a hundred sixty five | seventy three | |
| SOV-CLL-1502 | 150 (1390) |
50 | 198.6 | 993 | 209 | 259 | 205 | fifty three |
| SOV-CLL-1504 | one hundred | 198,6 | 1986 | 259 | 359 | 205 | 66 | |
| SOV-CLL-1506 | a hundred and fifty | 198,6 | 2979 | 309 | 459 | 205 | seventy eight | |
| SOV-CLL-1508 | 200 | 198,6 | 3972 | 359 | 559 | 205 | 92 | |
| SOV-CLL-15571 | 250 | 198,6 | 4965 | 409 | 659 | 205 | 104 | |
| SOV-CLL-15012 | three hundred | 198,6 | 5958 | 459 | 759 | 205 | 117 | |
| SOV-CLL-2002 | two hundred (1859) |
50 | 265,6 | 1330 | 243 | 293 | 235 | 83 |
| SOV-CLL-2006 | 150 | 265,6 | 3989 | 343 | 493 | 235 | 117 | |
| SOV-CLL-20012 | three hundred | 265,6 | 7995 | 493 | 793 | 235 | one hundred seventy | |
| SOV-CLL-2502 | 250 (2562) |
fifty | 366,1 | 1832 | 249 | 299 | 275 | 116 |
| SOV-CLL-2506 | a hundred and fifty | 366,one | 5496 | 349 | 499 | 275 | 162 | |
| SOV-CLL-25012 | 250 | 366,1 | 1571 | 449 | 799 | 275 | 234 | |
| SOV-CLL-3002 | 300 (3193) |
fifty | 456,two | 2281 | 295 | 345 | 310 | 173 |
| SOV-CLL-3006 | a hundred and fifty | 456,two | 6843 | 395 | 545 | 310 | 233 | |
| SOV-CLL-30012 | three hundred | 456,two | 13740 | 545 | 845 | 310 | 323 | |
| SOV-CLL-4002 | 400 (3919) |
50 | 559,nine | 2800 | 335 | 385 | 350 | 250 |
| SOV-CLL-4006 | 150 | 559,9 | 8399 | 435 | 585 | 350 | 327 | |
| SOV-CLL-40012 | 300 | 559,nine | 16800 | 585 | 885 | 350 | 441 | |
| SOV-CLL-5002 | 500 (5118) |
fifty | 731,1 | 3656 | 375 | 425 | 400 | 367 |
| SOV-CLL-5006 | a hundred and fifty | 731,one | 10959 | 475 | 625 | 400 | 466 | |
| SOV-CLL-50012 | 300 | 731,one | 21930 | 625 | 925 | four hundred | 617 | |
| SOV-CLL-6002 | 600 (5983) |
fifty | 854,eight | 4277 | 395 | 445 | 430 | 446 |
| SOV-CLL-6006 | one hundred fifty | 854,eight | 12830 | 495 | 645 | 430 | 562 | |
| SOV-CLL-60012 | 300 | 854,8 | 25650 | 645 | 945 | 430 | 737 | |
| SOV-CLL-8002 | 800 (8238) |
50 | 1176,nine | 5882 | 455 | 505 | 505 | 709 |
| SOV-CLL-8006 | a hundred and fifty | 1176,nine | 17645 | 555 | 705 | 505 | 870 | |
| SOV-CLL-80012 | three hundred | 1176,nine | 35370 | 705 | 1005 | 505 | 1110 | |
| SOV-CLL-10002 | 1000 (10260) |
fifty | 1466,4 | 7329 | 495 | 545 | 560 | 949 |
| SOV-CLL-10006 | a hundred and fifty | 1466,four | 21986 | 595 | 745 | 560 | 1141 | |
| SOV-CLL-100012 | three hundred | 1466,4 | 43980 | 745 | 1045 | 560 | 1430 |
Versions above 150 ton are also offered with common stroke lengths of a hundred, two hundred and 250 mm.
For light-weight aluminium lock nut cylinders see RACL-series cylinders.
Merchandise Photos:
Application Pictures:
Certifications:
Packaging & Shipping:
Wooden situation & Shipping is specified by customer
Our Services:
A single Yr Warranty,restore and service for the total lifestyle,question report reaction in 24 hrs,and reply in 48 hours.
About our factory:
1. EPT Hydraulic Technologies (ZheJiang )Co., Ltd is a manufacturer engaged in design and manufacturing hydraulic cylinders (potential addresses from 10- 1000 tons), synchronous PLC hydraulic program, hydraulic bumps, hydraulic torque wrenches, and electric torque wrenches, and hydraulic components.
2. Given that the institution in 1995, we effectively reworked from EPT manufacturer for Enerpac, Titan, to produce our personal brand name SOV, and our manufacturing unit has been accredited by CE, ISO9001:2008 consecutively.
three. Our clients includes numerous large Chinese industrial companies, such as China Petroleum, Baosteel, Sinopec, China Point out Grid, Xihu (West Lake) Dis. Shipyards, Electric torque limiters offer you a lot of rewards. Their compact development and the use of substantial quality resources will support you to guarantee productive safety of your device in opposition to momentary overload circumstances. Why a Torque Limiter? The objective is to assure productive security of guy and machine from momentary overload problems. A Torque limiter is a mechanical defense gadget which, when an overload takes place, the load separates from the generate. The limiters with rotating factors (balls or rollers) can be presented with a restrict switch. This permits management of the motor push system and to cease the equipment e.g. Emergency Quit. EPT Group, China Railway Construction Corporation. Our synchronous PLC hydraulic program experienced performed a great function in the China large-speed railway constructions. In 2011, our revenue income attained thirty million USD, ma ept us one of the leaders in the Chinese hydraulic cylinders market place specially in the extra-substantial hydraulic cylinders for industrial area and building field.
We are a manufacturer in Hydraulic tools, such as:
Hydraulic cylinders, jacks (5-1000ton), one performing and double acting, hollow plunger
Hydraulic/ electric powered /pneumatic torque wrench (100-72000Nm)
Hydraulic bolt tensioner (a hundred-11486NM)
Hydraulic pumps, guide and electric kind (max up to 3000bar)
Integrated hydraulic lifting system solutions ( 4-72 details lifting method for house translation or leveling, bridge supporting and tank welding supporting)
Hydraulic nut and couplings. (M50-Tr1000)
FAQ:
Q1: How can make contact with product sales?
A1: Remember to phone: 0086~571-8822571/88220973 685 61366 for pre-revenue or click the get in touch with locate our web site and e mail address.
Q2: How can I buy EPT items in my nation?
A2: You should send us an inquiry or e mail, we will reply to you if there is distributor in your nation.
Q3: Can I have EPT items catalog and value record?
A3: Please pay a visit to our English website: to down load our E-catalog, and send us an e mail for value record.
This fall: How lengthy does it get to get the merchandise if I place an buy?
A4: If items inventory available, right after confirmation of your payment or ept payment, we will pack and deliver in 3-7 days. If you decide on intercontinental parcel service, it can be arrived in 3-7days. If it is by sea shipment, it will just take 15-45days relying on different locations.
Q5: How to make payment?
A5: Very first ship us an inquiry, and we will reply you quotation, if our cost satisfies you, we will put together proforma bill with our ban ept particulars.
Q6: Producing time?
Q6: Make sure you send out us an inquiry for stock situation, if we will not have stock, and it is our regular merchandise (refer to our product), it can be created in 10-20 times. If it is customized, not our normal goods, it will get twenty-forty five days to create.
Our other scorching sale items
Get in touch with:Laura Qian
Mob:+0086~13083988828 13858117778016325719
Tel: +86~13083988828:+86-571-68561366
Fax: 0086-571-88220971:+86-571-68561399
The use of original tools manufacturer’s (OEM) element quantities or logos , e.g. CASE® and John Deere® are for reference functions only and for indicating merchandise use and compatibility. Our firm and the outlined replacement components contained herein are not sponsored, accredited, or made by the OEM.